




想要更直观地感受声测管-桩基声测管不断创新产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:声测管-桩基声测管不断创新的图文介绍


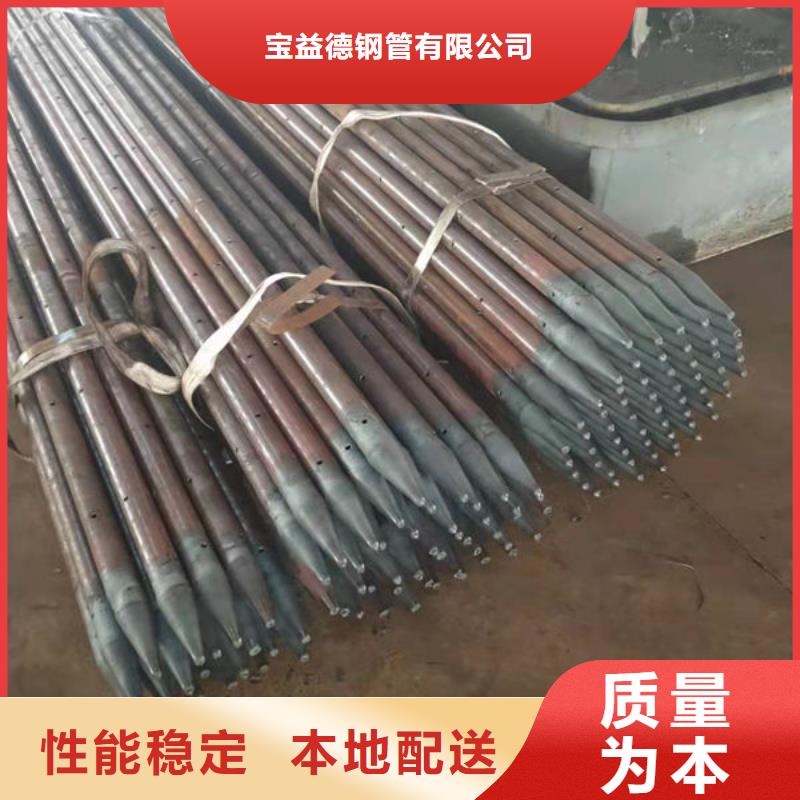
基于以上情况,我们通过相应的理论计算和大量的工程实践,高强双密封液压声测管。 高强双密封液压声测管在承口端端部设计了两个凸槽,凸槽内配有密封圈,安装时将声测管的插口端插入承口端10cm,然后用专用液压钳同时对两个凸槽进行挤压,被挤压部位的管材受力后收缩变形,两个凸槽之间的外层管材深陷入内层管材,从而有效实现了声测管的可靠连接;同时橡胶材质的密封圈在受挤压后变形贴服在两层管材之间,起到了极为良好的双保险密封作用。 高强双密封液压声测管的优点主要是充分考虑到声测管在使用中所涉及的各种要素,从各方面达到国内乃至的性能。



声测管的按照 a)钢管的套接;b)波纹管的套接 1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布 埋置布置 布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。 一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。 声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。

因声测管的焊接技术要求很高,需有专业的焊接人员。为保证桩基混凝土的质量,在桩基灌注过程中均有时间限定,采用焊接的检测管在钢筋笼对接过程中,还得焊接检测管,给钻孔灌注增加了施工风险。而我公司生产的声测管在安装过程中只需上管插入下管,然后用简单的工具稍加紧固可。无须焊接,无须电力,无需任何技术,大大节约了施工时间,避免了过长时间的安装给施工带来的风险,大幅提高了工作效率。 桩基在混凝土灌柱时对声测管的密封性、抗渗性、抗拉性、抗扭矩、抗压等方面的要求特别严格,生产及安装中稍有不慎将造成堵管、渗漏或管变形,桩基检测将无法完成。现场焊接无法检测管壁、接口及管底的封头密封性,因此抗渗漏性能很难保证。而我公司生产的声测管从原料采购就由专人严把质量关,生产前后经过多次检测,产品成型后再需经三道检测工序即初检、气检、水检。确保产品合格率为100%,从而保证了桩基质检要求。


焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



宝益德钢管(呼和浩特市分公司)自成立起便将严谨的工作态度注入公司企业文化中,在 声测管产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 声测管产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 声测管渠道,满足客户需求,公司真诚邀请国内各区域用户合作。



声测管可直接固定在钢筋笼内侧上:固定方式可采用焊接或绑扎,管子之间应基本上保持平行-若检测结果需对各测点混凝土的强度做出评估,则不平行度应控制在1‰以下。钢筋笼放入桩孔时应防止扭曲。 管子一般随钢筋笼分段安装,每段之间的接头可采用反螺纹套筒接口或套管焊接方案,若采用波纹管则可利用大一号的波纹管套接,并在套接管的两端用胶布缠绕密封。无论那种接头方案都必须保证在较高的静水压力下不漏浆,接口内壁应保持平整,不应有焊渣、毛刺等凸出物,以免妨碍探头的自如移动,声测管的底部也应密封,安装完毕后应将上口用木塞堵住,以免浇灌混凝土时落入异物,致使孔道堵塞。


